Doğru karbür tornalama ucu nasıl seçilir
Tornalama uçları, çelik, karbon, dökme demir ve süper alaşımlar gibi farklı metalleri işlemek için kullanılan kesici takımlardır.Endekslenebilirler, yani takım geometrisini bozmadan döndürülebilir, çevrilebilir ve diğer kesici uçlarla değiştirilebilirler.
Ancak bu kesici takımlar karbür malzemelerle üretildiğinde mukavemetleri oldukça artar ve benzersiz özellikler gösterirler ki bu da makinistleri kullanmaya sevk eder.Bu yazıda karbür tornalama uçlarının ne olduğunu öğreneceksiniz.Nasıl belirlenir, farklı karbür tornalama uçları nelerdir ve daha fazlası.Hadi başlayalım.
Karbür Tornalama Uçları Nedir?
Daha önce de belirtildiği gibi, farklı metalleri hassasiyetle işlerler.Bunları değiştirebilir, çevirebilir veya döndürebilirsiniz, vb. İyi haber şu ki, makineye kaynak yapılmamış ve demonte edilebilirler.
Karbür tornalama uçları, daha iyi ve daha hızlı malzeme yüzey kalitesi elde etmek için yüksek hızlarda kullanılır.Bu şekilde karbür kesici uç, malzeme ve çalışma yeri hasarını da azaltırsınız.Piyasada çeşitli sınıflarda, boyutlarda, stillerde ve daha fazlasında bulunurlar.
Karbür tornalama takımı uçları nasıl belirlenir?
Araştırmacılar ve geliştiriciler, karbür tornalama uçlarını tanımlamak için tornalama takımı ISO kod sistemi adı verilen ideal bir sistem geliştirdiler.Bu kodlama sistemini kullanmanın avantajı, ihtiyaçlarınıza tam olarak uyan belirli bir karbür tornalama ucunu seçmenin mümkün olmasıdır.
ISO kodları, ölçümlerin milimetre cinsinden olduğu metrik sistemi kullanır.Karbür uçların her özelliği, aşağıdaki ifadelerle ilişkili özel bir kodlama sistemi ile birlikte gelir:
Bir alet tutucunun eli
Şaft genişliği
Sıkma yöntemini takın
Tutucu stili
şekil ekle
tutucu uzunluğu
Şaft yüksekliği
Kesme kenarı uzunluğu
Boşluk meleği takın

Bu elemanlar, karbür kesici ucu seçmeyi kolaylaştıran kodlama sürecini tanımlar.Kodlama sistemi, üreticilerin doğru karbür kesici ucu seçmesini kolaylaştıran evrensel bir çerçevedir.
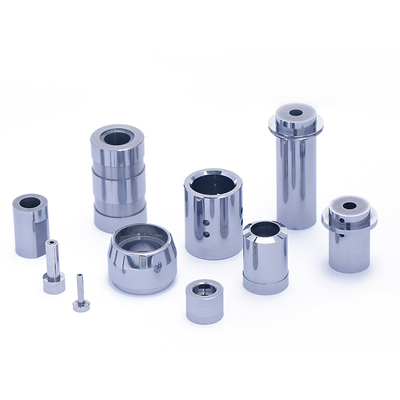
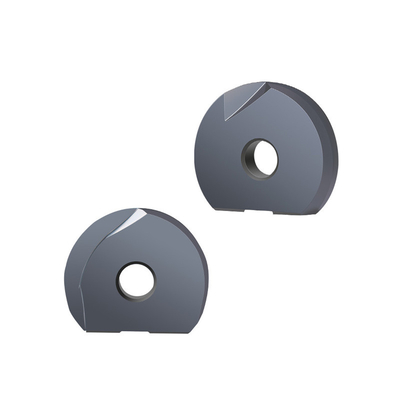
KARBÜR TORNALAMA UCU ÇEŞİTLERİ
Karbür tornalama ucu, her biri farklı uygulamaya hizmet eden birden fazla tip için mevcuttur.
Farklı türleri aşağıdadır:
Karbür kesici uç –Bunlar, sabit tek uçlu kenarlı dönen bir iş parçası üzerinde eksenel olarak simetrik şekiller vermek için kullanılır.
Diş açma karbür uçlar – Bu tür uçlara dişli burç da denir ve dişli delik sağlamak için bir nesneye özel olarak yerleştirilir.
Kanal açma karbür uçlar– Kanal açma karbür uçları, içten veya dıştan kanal açmak için kullanılır.Ancak çeşitli işleme operasyonları için de kullanılabilir.
Karbür kesici uçlar– Bunlar, çelik, titanyum vb. gibi kesmek veya şekillendirmek için en zorlu malzemelerden bazılarını işlemek için kullanılır.
Karbür uçlar delme– Bunlar büyük çaplı delikler açmak için kullanılır.Çok daha yüksek hızlarda çalıştıkları için çok ekonomiktirler.
Delici karbür uçlar– Delici karbür kesici uçlar, kesici uçlarla yapılan mevcut bir deliği büyütmek için kullanılır.
KARBÜR TORNALAMA UÇLARININ İMALATI
Karbür tornalama uçları, belirli bir amaç için işlev gören çeşitli şekillerde yapılır.Bu nedenle, imalat, gereken doğruluğu ve uygun boyutları karşıladığından emin olmak için çok dikkatlidir.İşte üretimiyle ilgili bazı önemli noktalar.
Esas olarak farklı oranlarda karbür veya tungstenden yapılırlar ve orijinal olarak ham toz ve yaş formdadırlar.Daha sonra atölyede, ham maddeler su ve etanol ile karıştırılarak karışık bir solvent üretilir.
Karıştırılan toz daha sonra yaklaşık 80 kg ağırlığındaki kaplarda üreticilere taşınır.Toz, kalıplara belirli bir sırayla doldurulur ve 12 tona kadar basınçlandırılır.Ama hala zayıflar.
Şimdi ekler sertleştirmek için bir sinterleme fırınında 1500 dereceye kadar 13 saate kadar ısıtılır.Bu, sonunda onu semente karbür haline getirir.Hedeflenen sertlik elde edildikten sonra, doğru boyut ve geometri elde etmek için taşlanırlar.
Şimdi kesici uçlar pasifleştirilir ve kaplanır.Daha sonra döner tabla tutuculara yerleştirilir ve daha düşük kaplama basıncına sahip bir kaplama fırınına taşınır.Kaplama işlemi yapıldıktan sonra insert yapma işlemi tamamlanır.
KARBÜR TORNALAMA UÇLARI AKSESUARLARI VE TAKIMLARI
En iyi sonuçları elde etmek için, aynı derecede önemli olan diğer aksesuarlarla birlikte karbür tornalama uçları kullanmak gereklidir.Tüm iş parçası operasyonlarında kullanılırlar.
Ortak aksesuarlar şunları içerir:
tutucular– Çalışma sırasında sapmayı ve titreşimi en aza indiren ucun rijit ve güçlü olduğundan emin olmak için karbür tornalama uçlarını destekler.
Koltuk– Paketin alt kısmı ile ucun takım tutucunun oturduğu uç arasına yerleştirilen karbür tornalama ucu boyutuna benzer bir parçadır.
Sıkıcı çubuklar– yekpare karbür ve çelik gibi işlenmiş malzemede delikler açmak için iç işleme için silindirik çubuklardır.
Delmek– İşleme sırasında talaşların iş parçasından kaçmasına izin vermek için bir veya daha fazla helisel kanala sahip, silindirik şekilli ve konik kesme uçlu bir mildir.
Karbür tornalama uçları,değiştirilebilir kesici uçlar olarak da bilinen kesici uçlar, bir makineyle işleme sürecinde malzemeyi kesen takımlardır.Metal malzemelerde mükemmel yüzey kalitesi sağlarlar.
Karbür tornalama uçları bu kadar iyi bir iş çıkarırken, yanlış karbür tornalama ucunu seçmek malzemenizi, projenizi mahvedebilir ve size çok pahalıya mal olabilir.Bu nedenle, talaşlı imalat operasyonları ile çalışan üreticilerin doğru karbür tornalama ucunu seçerken nelere dikkat etmeleri gerektiğini tam olarak anlamaları gerekir.Kodları okuyabilmeli ve ihtiyaçlarına göre hangi şekil ve geometriye ihtiyaç duyduklarını anlayabilmelidirler.
Bu makalede, doğru karbür tornalama ucunu seçmek için göz önünde bulundurmanız gereken faktörlerin tam olarak ne olduğunu öğreneceksiniz.
DOĞRU KARBÜR UÇ SEÇİMİNDE DİKKAT EDİLMESİ GEREKENLER
İyi talaş kontrolü ve işleme performansı elde etmek için dikkate alınması gereken parametreleri takip etmek.
GEOMETRİ
Geometri, çalışma esasına göre üç kategoriye ayrılır.Bunlar:
Orta– geniş kesme derinliği aralığında hafif kaba işleme veya orta ölçekli işlemler için idealdir.
kaba işleme– Yüksek ilerleme hızı ve kesme derinliğinin birleşimidir ve yüksek kenar güvenliği gerektiren çoğu operasyon için uygundur.
Bitirme – Hafif kesme derinliği için uygundur ve düşük ilerleme oranlarına sahiptir.Düşük kesme kuvvetleri gerektiren işleme operasyonları için en iyisidir.
SEVİYE
Karbür tornalama uçlarının kaliteleri aşağıdaki faktörlere bağlıdır:
Operasyon yöntemi(kaba, orta veya bitirme)
bileşen malzemesi
İşleme koşullarızorluk, ortalama veya iyi gibi.
Aslında takım kalitesi ve geometri el ele gider.Örneğin, bir takımın kalitesinin tokluğu, geometrideki düşük mukavemetle telafi edilebilir.
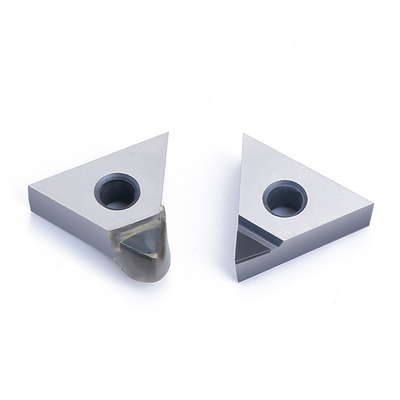
ŞEKİL
Karbür tornalama ucunu seçerken, takımın doğru giriş açısına sahip olduğundan emin olun.Uç ve güvenilirlik sağlayan mevcut en büyük köşe açısının seçilmesi tercih edilir ancak aynı zamanda kesme varyasyonuyla dengelenmesi gerekir.
Geniş köşe açısı daha sağlam olmasına rağmen aslında daha yüksek makine gücü gerektirir ve sonuç olarak işleme sırasında daha yüksek titreşimlere neden olur.Aksine, küçük köşe açısı zayıftır ancak kesme kenarı ile küçük temaslar sağlar ve bu da daha az titreşimle sonuçlanır, bu nedenle alet ısı etkilerine karşı hassastır.
BOYUT
Karbür tornalama ucu, özel amaç ve uygulamaya göre seçilmelidir.Daha iyi stabilite için, büyük boyutlu karbür tornalama uçlarının kullanılması tercih edilir.Ağır işleme prosesinde karbür uçlar kullanmak için IC 25mm'nin üzerinde boyut kullanın.
En büyük kesme derinliği, doğru karbür tornalama ucunu seçmek için her zaman ideal bir seçenektir.Takım ve makine spesifikasyonlarına vb. giren takım tutucuyu belirlemek için karbür uçların kesme uzunluğunu göz önünde bulundurun.
İŞLEME MALZEMELERİ
Karbür tornalama uçları birçok malzemeyi işlemek için kullanılır.Birkaçının adı aşağıdaki gibidir:
yumuşak takım çeliği
Alüminyum
Bronz
Demir olmayan metaller
Dökme demir
Yüksek sertlik malzemeleri
Sertleştirilmiş takım çeliği
Paslanmaz çelik
Titanyum alaşımı
İDEAL KARBÜR TORNALAMA UCU SEÇİLİRKEN DİKKAT EDİLMESİ GEREKEN FAKTÖRLER
Karbür tornalama ucu seçiminde dikkate alınması gereken en önemli unsurlardan bazıları şunlardır:
GELİŞMİŞ EKİPMAN
Üreticinin dikkate alınması önemlidir.Ürünün kaliteli olup olmadığına karar verir.İdeal bir üretici, en iyi tesis ve makinelerden birine sahip olmalıdır.Yetenekli kaynaklara ve en iyi CNC üretim hattına sahip olmalıdır.
GENİŞ ÇEŞİT
Farklı uygulamalar için farklı ebatlarda karbür tornalama uçları kullanıldığından, kullanıcılar çok çeşitli karbür uçlar üreten üreticiyi tercih etmelidir.Bu, üreticinin bir satın alma işlemi yapmak ve ürününü satın almak için güvenilir olduğunu kanıtlar.
SATIŞ SONRASI SERVİS
Bir projede karbür tornalama ucu kullanmak, takım malzemeye zarar verme veya yok etme eğiliminde olduğundan göz korkutucudur.Bu durumda satış sonrası hizmetleri yeterli düzeyde veren bir üretici tercih edilmelidir.Sağlanan satış sonrası müşteri üzerinde güven oluşturur.
KARBÜR TORNALAMA UÇLARININ ANSI TANIMI
Doğru karbür tornalama ucunun seçimini belirleyen Amerikan Ulusal Standartlar Enstitüsü tarafından bir kodlama sistemi geliştirilmiştir.Şekilleri, boyutları ve diğer parametreleri açıklayan harf ve sayılardan oluşur.
ANSI kodlama sistemi tarafından sunulan parametrelerden bazıları aşağıda verilmiştir:
GÜVENLİKLER
Boşluklar aynı zamanda kabartma açısı değeridir.Boşlukların amacı, karbür uçların çeperinin daha düşük işleme sunan parça ile sürtünmesini önlemektir.ANSI B212, 122-1991, standart olarak büyük harflerle gösterilen dokuz kabartma açısı vermiştir.
Açılar, normalden kesici kenara 90 derecelik farktan ölçülür.
TOLERANSLAR
İşleme sırasında karbür uçların doğruluk seviyesidir.Uçlar için sunulan on dört tolerans sınıfı vardır.
A, B ve T harfi boyutsal toleransları tanımlar; burada A yazılı daire boyutu, B üçgen, beşgen veya üçgen şeklinin yüksekliği ve T kalınlık boyutudur.
BOYUT
Karbür kesici ucun kesici kenar uzunluğunu tanımlar.Ölçüm, yazılı dairenin değerini gösteren bir veya iki basamaklı sayı ile tanımlanır.Ayrıca, bir inçteki sekiz sayısını da tanımlar.
ÇÖZÜM
Doğru karbür tornalama ucunun seçilmesi zamandan ve maliyetten büyük tasarruf sağlayacak ve kaliteli bir yüzey elde edilmesini sağlayacaktır.Öte yandan, karbür kesici ucun dikkatsizce seçilmesi ürününüzü mahvedecek ve işinize çok pahalıya mal olacaktır.ANSI kodlama sistemi tarafından tanımlanan birçok parametre olmasına rağmen, bu tür takımların kullanıcıları, doğru karbür kesici ucu seçmek için en azından ANSI'nin temel parametrelerinin farkında olmalıdır.
Karbür tornalama uçları satın almakla ilgileniyorsanız, lütfen benimle iletişime geçin:drowpa@163.com

 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!